一种提升成型机胶囊使用寿命的配方的制作方法
1.本发明属于胶囊生产技术领域,特别是涉及一种提升成型机胶囊使用寿命的配方,适用于轮胎胶囊鼓成型机的反包和助推胶囊。
背景技术:
2.胶囊鼓成型机利用反包和助推胶囊在轮胎成型时将胎侧反包至胎胚,完成轮胎胎胚成型最后一步。该过程中边部折叠区形变量约为300%,是轮胎等橡胶制品变形量的5—6倍,故损坏位置多为边部折叠区,破坏时帘线表面未覆胶。现有胶囊平均使用寿命3000次(次数按生产轮胎条数计算)。
技术实现要素:
3.针对上述存在的技术问题,提供一种提升成型机胶囊使用寿命的配方,提高成型胶囊使用寿命,延缓破坏后胶囊破坏速度。
4.本发明的目的是通过以下技术方案来实现的:
5.本发明一种提升成型机胶囊使用寿命的配方,组分及含量如下:天然胶100份,粒径为1mm系列的补强炭黑35-50份,芳烃油3.5-6份,防老剂4020为1.5-4份,防老剂3100为0.5-2份,硬脂酸1.5-4份,氧化锌1.5-4份,奈丙酰肼0.5-1.5份,间苯二酚树脂0.5-2份,粘合树脂增进剂1.5-4份,硫磺粉1.5-3份,促进剂ns为1-2.5份。
6.采用本发明所述提升成型机胶囊使用寿命的配方的炼胶的制备工艺,按照如下步骤进行:
7.一段混炼加工工艺:
8.s11.天然胶、炭黑、防老剂、硬脂酸、氧化锌、奈丙酰肼、间苯二酚树脂加入密炼机中混炼,混炼过程中上顶栓压力0.5-0.6mpa保持不变:
9.s12.第一次压砣:密炼机转子速度40-50r/min,混炼20-25s,温度达到105-115℃时加入芳烃油;
10.s13.第二次压砣:密炼机转子速度降为40-45r/min,混炼15—25s,温度达到125—135℃;
11.s14.第三次压砣:密炼机转子速度为40—45r/min,混炼15—20s,温度达到150—155℃排胶;
12.二段混炼加工工艺:
13.s21.将所述一段混炼加工后排出的胶料加入密炼机中进行混炼,混炼过程中上顶栓压力0.5—0.6mpa保持不变;
14.s22.第一次压砣:密炼机转子速度45—50r/min,混炼25—35s,温度达到110—120℃;
15.s23.第二次压砣:密炼机转子速度为40—50r/min,混炼30—35s,温度达到150—155℃排胶;
16.三段混炼工艺:
17.s31.将所述二段混炼加工后排出的胶料和粘合树脂增进剂、硫磺、促进剂加入密炼机中混炼,混炼过程中上顶栓压力0.3—0.4mpa保持不变:
18.s32.第一次压砣:密炼机转子速度20—25r/min,混炼35—45s,温度达到80—85℃;
19.s33.第二次压砣:密炼机转子速度20—25r/min,混炼35—45s,温度达到100—115℃。
20.本发明的有益效果为:
21.1.本发明可以提升成型胶囊使用寿命,延缓胶囊出现损坏点后的损坏速度;
22.2.本发明的撕裂强度、粘合力及物理性能(拉伸性能、定伸应力等)均有不同程度的增加,提高胶囊的拉伸性能。
23.3.本发明可以降低生产成本,降低使用时更换频次,提升现场生产连续性;
24.4.本发明提升胶囊寿命的同时,炼胶工序生产胶囊配方次数相应减少,从而提升炼胶工序生产效率;
25.5.本发明提升胶囊寿命的同时,胶囊硫化次数相应减少,节约电力能源,低碳环保。
附图说明
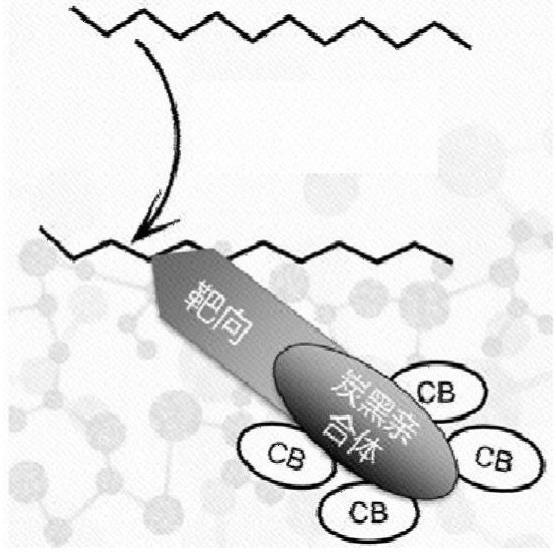
26.图1为本发明的奈丙酰肼的分子结合示意图。
27.图2为现有胶囊撕裂示意图。
28.图3为本发明胶囊撕裂示意图。
29.图4为现有胶囊粘合力的示意图。
30.图5为本发明胶囊粘合力的示意图。
具体实施方式
31.下面结合附图和现有对本发明进行详细描述。
32.实施例1:本发明一种提升成型机胶囊使用寿命的配方,组分及含量如下:天然胶100份,粒径为1nm系列的补强炭黑35份,芳烃油3.5份,防老剂4020为1.5份,防老剂3100为0.5份,硬脂酸1.5份,氧化锌1.5份,奈丙酰肼0.5份,间苯二酚树脂0.5份,粘合树脂增进剂1.5份,普通硫磺粉1.5份,促进剂ns为1份。
33.本发明采用所述天然胶等级较高,耐老化等配方性能佳,本例采用烟片3#、10#等。
34.本发明采用粒径为1mm系列的补强炭黑,炭黑粒径小,补强性好,沿作用力方向在橡胶中扩散、吸附,形成均匀的炭黑网格结构,利于发挥补强效果。
35.本发明依据胶囊使用特点,采用对氧、臭氧起防护作用,抗屈挠龟裂好,起到短期防护作用的防老剂4020;同时采用对臭氧防护,抗屈挠耐龟裂性能好,起到长期防护作用且不易喷霜的防老剂3100,作为防护体系。
36.添加奈丙酰肼可以提升胶囊的抗撕裂性能、耐老化性能,同时降低生热;奈丙酰肼分子一端为炭黑亲合体,利于与炭黑的结合;一端为靶向结构,与橡胶大分子链结合,如图1所示。
37.本发明采用间苯二酚树脂和粘合树脂增进剂,用于提升胶料与纤维帘线间粘合力;甲醛给予体粘合树脂增进剂,甲醛接受体间苯二酚树脂,二者在硫化温度下反应,生成具有继续反应能力的粘合树脂,树脂进而与橡胶和纤维帘线的化学键和分子间作用双重反应起粘合作用。
38.芳烃油作为软化剂,可以提升加工性、配方性能中扯断伸长率提高。
39.活化体系由氧化锌和硬脂酸组成,可有效发挥有机促进剂作用,减少促进剂用量,缩短硫化时间,除具有硫化活性作用外,还有硫化补强作用,提高硫化胶交联密度,提升硫化胶耐老化性能。
40.本发明的硫化体系采用低硫高促体系,依据胶囊采用压力罐硫化的硫化工艺特点,选择抗焦烧性能好、硫化时间快的促进剂,同时还具备使得胶料抗张强度、定伸强度和耐老化性能提升特点。
41.本发明采用所述提升成型机胶囊使用寿命的配方的炼胶的制备工艺,按照如下步骤进行:
42.一段混炼加工工艺:
43.s11.天然胶、炭黑、防老剂、硬脂酸、氧化锌、奈丙酰肼、间苯二酚树脂加入密炼机中混炼,混炼过程中上顶栓压力0.5mpa保持不变:
44.s12.第一次压砣:密炼机转子速度50r/min,混炼20s,温度达到105℃时加入芳烃油;
45.s13.第二次压砣:密炼机转子速度降为45r/min,混炼15s,温度达到125℃;
46.s14.第三次压砣:密炼机转子速度为45r/min,混炼15s,温度达到150℃排胶;
47.二段混炼加工工艺:
48.s21.将所述一段混炼加工后排出的胶料加入密炼机中进行混炼,混炼过程中上顶栓压力0.5mpa保持不变;
49.s22.第一次压砣:密炼机转子速度45r/min,混炼25s,温度达到110℃;
50.s23.第二次压砣:密炼机转子速度为40r/min,混炼30s,温度达到150℃排胶;
51.三段混炼工艺:
52.s31.将所述二段混炼加工后排出的胶料和粘合树脂增进剂、硫磺、促进剂加入密炼机中混炼,混炼过程中上顶栓压力0.4mpa保持不变:
53.s32.第一次压砣:密炼机转子速度20r/min,混炼35s,温度达到80℃;
54.s33.第二次压砣:密炼机转子速度20r/min,混炼35s,温度达到100℃。
55.采用本发明配方制得的胶囊性能如下:
56.1.撕裂强度(mpa):
57.本发明/现有=108/92.8=1.16,如图2所示,现有的胶囊破坏形式是沿180
°
横向撕裂;如图3所示,本发明制得的胶囊的破坏形式为90
°
拐角撕裂,延缓胶囊使用时破坏速度。
58.2.粘合力(n)
59.本发明/现有=189/138=1.37,如图4所示,现有胶囊的破坏形式是:胶料与帘线分离,帘线覆胶率10%;如图5所示,本发明制得的胶囊的破坏形式是:胶料与帘线分离,帘线覆胶率0%,薄弱点由胶料与帘线接触位置,转为帘线内部,延缓胶囊使用时破坏速度。
60.3.物理性能(300%定伸应力、拉伸强度):
61.300%定伸应力:本发明/现有=8.8/7.9=1.11;
62.拉伸强度:本发明/现有=27.2/25.2=1.08;
63.本发明的物理性能略有提升。
64.实施例2:本例与实施例1不同的是:本例中一种提升成型机胶囊使用寿命的配方,组分及含量如下:天然胶100份,粒径为1mm系列的补强炭黑50份,芳烃油4份,防老剂4020为2份,防老剂3100为1份,硬脂酸4份,氧化锌2.5份,奈丙酰肼1.5份,间苯二酚树脂1份,粘合树脂增进剂4份,硫磺粉3份,促进剂ns为2.5份。
65.炼胶的制备工艺,按照如下步骤进行:
66.一段混炼加工工艺:
67.s11.天然胶、炭黑、防老剂、硬脂酸、氧化锌、奈丙酰肼、间苯二酚树脂加入密炼机中混炼,混炼过程中上顶栓压力0.6mpa保持不变:
68.s12.第一次压砣:密炼机转子速度45r/min,混炼22s,温度达到110℃时加入芳烃油;
69.s13.第二次压砣:密炼机转子速度降为43r/min,混炼25s,温度达到130℃;
70.s14.第三次压砣:密炼机转子速度为45r/min,混炼20s,温度达到155℃排胶;
71.二段混炼加工工艺:
72.s21.将所述二段混炼加工后排出的胶料和粘合树脂增进剂、硫磺、促进剂加入密炼机中混炼,混炼过程中上顶栓压力0.55mpa保持不变;
73.s22.第一次压砣:密炼机转子速度50r/min,混炼35s,温度达到120℃;
74.s23.第二次压砣:密炼机转子速度为45r/min,混炼32s,温度达到152℃排胶;
75.三段混炼工艺:
76.s31.将所述二段混炼加工后排出的胶料和粘合树脂增进剂、硫磺、促进剂加入密炼机中混炼,混炼过程中上顶栓压力0.4mpa保持不变:
77.s32.第一次压砣:密炼机转子速度25r/min,混炼40s,温度达到83℃;
78.s33.第二次压砣:密炼机转子速度23r/min,混炼40s,温度达到115℃。
79.实施例3:本例中一种提升成型机胶囊使用寿命的配方,其特征在于:组分及含量如下:天然胶100份,粒径为1mm系列的补强炭黑40份,芳烃油6份,防老剂4020为4份,防老剂3100为2份,硬脂酸2.5份,氧化锌4份,奈丙酰肼1份,间苯二酚树脂2份,粘合树脂增进剂3份,硫磺粉2份,促进剂ns为2份。
80.炼胶的制备工艺,按照如下步骤进行:
81.一段混炼加工工艺:
82.s11.天然胶、炭黑、防老剂、硬脂酸、氧化锌、奈丙酰肼、间苯二酚树脂加入密炼机中混炼,混炼过程中上顶栓压力0.55mpa保持不变:
83.s12.第一次压砣:密炼机转子速度50r/min,混炼25s,温度达到115℃时加入芳烃油;
84.s13.第二次压砣:密炼机转子速度降为45r/min,混炼20s,温度达到135℃;
85.s14.第三次压砣:密炼机转子速度为42r/min,混炼18s,温度达到152℃排胶;
86.二段混炼加工工艺:
87.s21.将所述二段混炼加工后排出的胶料和粘合树脂增进剂、硫磺、促进剂加入密炼机中混炼,混炼过程中上顶栓压力0.6mpa保持不变;
88.s22.第一次压砣:密炼机转子速度47r/min,混炼30s,温度达到115℃;
89.s23.第二次压砣:密炼机转子速度为50r/min,混炼35s,温度达到155℃排胶;
90.三段混炼工艺:
91.s31.将所述二段混炼加工后排出的胶料和粘合树脂增进剂、硫磺、促进剂加入密炼机中混炼,混炼过程中上顶栓压力0.4mpa保持不变:
92.s32.第一次压砣:密炼机转子速度22r/min,混炼45s,温度达到85℃;
93.s33.第二次压砣:密炼机转子速度25r/min,混炼45s,温度达到110℃。
94.可以理解的是,以上关于本发明的具体描述,仅用于说明本发明而并非受限于本发明现有所描述的技术方案,本领域的普通技术人员应当理解,仍然可以对本发明进行修改或等同替换,以达到相同的技术效果;只要满足使用需要,都在本发明的保护范围之内。
完整全部详细技术资料下载
当前第1页 1 2
相关技术
- 一种通过高温溶胀作用快速降解...
- 一种含重原子的硼氮杂化合物及...
- 一种基于含磷硅酸镍晶须的阻燃...
- 一种耐水解TPU树脂及其制备...
- 一种氢化亚硝酰供体及其制备方...
- 一种过氧化铜/氢键有机骨架纳...
- 一种利用双螺杆反应器制备聚己...
- 一种耐刮擦透明硬树脂复合材料...
- 植物纤维原位增强聚氨酯复合材...
- 一种降低制备双酚A反应系统中...
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1