一种仪表板横梁安装支架的制作方法
1.本实用新型涉及仪表板横梁技术领域,具体涉及一种仪表板横梁安装支架。
背景技术:
2.仪表板横梁安装支架的刚度是影响整车nvh性能的一个不可忽视的因素,为提升驾驶舒适性,提高仪表板横梁安装支架的刚度,支架往往设计为l形或盒形。以往的l形或盒形支架通常由几个零件焊接而成,存在缺点有:
3.1)零件数量多、尺寸大,增加重量和模具费用;
4.2)支架结构较为复杂,无法实现通用,且l形支架的刚度一般较差。
5.现有技术,专利文献cn206501904u公开了“一种仪表板横梁安装支架总成”,通过采用在产品上设置加强筋的方式极大的提高了产品的强度,汽车仪表板通过二个焊接螺母安装后,位置稳定且不易变形。专利文献cn212401367u公开了”仪表板横梁安装支架结构及车身”,通过加强件与安装支架围合成盒状结构,且加强件与安装支架分别通过第一连接部和第二连接部连接a柱内板,提高了仪表板横梁车身安装点动刚度,优化nvh性能;左右调整定位调节结构到合适位置后,固定定位调节结构与安装支架,避免仪表板与车身左右间隙不一致。
6.综上,现有的安装支架零件多,模具费用高昂。
技术实现要素:
7.本实用新型解决了现有的安装支架零件多,模具费用高昂的问题。
8.本实用新型所述的一种仪表板横梁安装支架,所述支架包括车前第一道翻边11、车后第一道翻边12、主焊接面13、八个自焊焊点14、前安装孔15、后安装孔16、定位孔17和辅助定位孔18;
9.所述车前第一道翻边11包括车前第二道下翻边111和车前第二道上翻边112;
10.所述车后第一道翻边12包括车后第二道下翻边121和车后第二道上翻边122;
11.所述主焊接面13包括主焊接面下翻边131和主焊接面上翻边132;
12.所述主焊接面下翻边131两侧分别通过两个自焊焊点14固定在车前第二道下翻边111和车后第二道下翻边121上;
13.所述主焊接面上翻边132两侧分别通过两个自焊焊点14固定在车前第二道上翻边112和车后第二道上翻边122上;
14.所述车前第一道翻边11上设置有前安装孔15,车后第一道翻边12上设置有后安装孔16;
15.所述主焊接面13上设置有定位孔17和辅助定位孔18。
16.进一步地,在本实用新型的一个实施例中,所述主焊接面13与相邻翻边的角度为90
°
。
17.进一步地,在本实用新型的一个实施例中,所述前安装孔15和后安装孔16的孔圆
心到主焊接面13距离相同。
18.进一步地,在本实用新型的一个实施例中,所述定位孔17包括定位孔圆心171;
19.所述辅助定位孔18包括辅助定位孔圆心181;
20.所述定位孔圆心171和辅助定位孔圆心181与主焊接面13的几何中心成中心对称关系。
21.进一步地,在本实用新型的一个实施例中,所述仪表板横梁安装支架和焊接螺母2通过凸焊连接,焊接位置为前安装孔15和后安装孔16。
22.进一步地,在本实用新型的一个实施例中,所述定位孔圆心171和辅助定位孔圆心181均与a柱内板3的第一圆孔32和第一长圆孔31孔心对齐。
23.进一步地,在本实用新型的一个实施例中,所述仪表板横梁安装支架沿y轴旋转180
°
,使定位孔圆心171和辅助定位孔圆心181均与a柱内板的第二圆孔34和第二长圆孔33孔心对齐。
24.进一步地,在本实用新型的一个实施例中,所述仪表板横梁支架板料通过焊点4与a柱内板3固定连接。
25.进一步地,在本实用新型的一个实施例中,所述焊点4为5个,4个焊点4以1个焊点4为中心进行对称分布。
26.本实用新型解决了现有的安装支架零件多,模具费用高昂的问题。具体有益效果包括:
27.本实用新型所述的一种仪表板横梁安装支架,由1个零件自焊成盒形结构,不仅尺寸小,而且刚性非常好。每个支架仅提供一个有效固定点,但能实现上、下、左、右4个位置的通用。这种支架结构不仅减少了零件数量和模具费用,且降低了单个模具的成型难度。
附图说明
28.本实用新型上述的和/或附加的方面和优点从下面结合附图对实施例的描述中将变得明显和容易理解,其中:
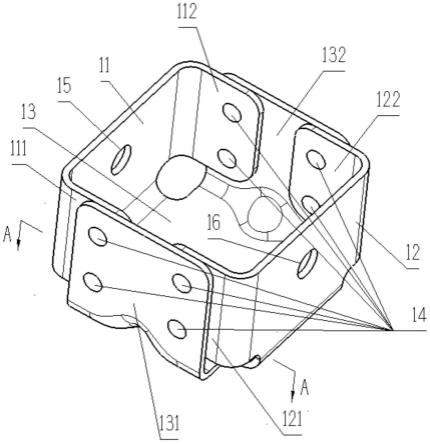
29.图1是具体实施方式所述的支架示意图,11为车前第一道翻边,111为车前第二道下翻边,112为车前第二道上翻边,12为车后第一道翻边,121为车后第二道下翻边,122为车后第二道上翻边,13为主焊接面,131为主焊接面下翻边,132为主焊接面上翻边,14为自焊焊点,15为前安装孔,16为后安装孔。
30.图2是具体实施方式所述的支架总成示意图,1为仪表板横梁安装支架,2为焊接螺母。
31.图3是具体实施方式所述的a-a截面示意图,1为仪表板横梁安装支架,2为焊接螺母。
32.图4是具体实施方式所述的支架y向示意图,13为主焊接面,17为定位孔,18为辅助定位孔,171为定位孔圆心,181为辅助定位孔圆心。
33.图5是具体实施方式所述的支架展开平面图,13为主焊接面,15为前安装孔,16为后安装孔,17为定位孔,18为辅助定位孔,171为定位孔圆心,181为辅助定位孔圆心。
34.图6是具体实施方式所述的支架装配示意图,1为仪表板横梁安装支架,17为定位孔,18为辅助定位孔,3为a柱内板,31为第一长圆孔,32为第一圆孔,33第二长圆孔,34为第
二圆孔。
35.图7是具体实施方式所述的a柱内板总成示意图,1为仪表板横梁安装支架,3为a柱内板,4为焊点。
具体实施方式
36.下面将结合本实用新型实施例中的附图对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
37.本实施方式所述的一种仪表板横梁安装支架,所述支架包括车前第一道翻边11、车后第一道翻边12、主焊接面13、八个自焊焊点14、前安装孔15、后安装孔16、定位孔17和辅助定位孔18;
38.所述车前第一道翻边11包括车前第二道下翻边111和车前第二道上翻边112;
39.所述车后第一道翻边12包括车后第二道下翻边121和车后第二道上翻边122;
40.所述主焊接面13包括主焊接面下翻边131和主焊接面上翻边132;
41.所述主焊接面下翻边131两侧分别通过两个自焊焊点14固定在车前第二道下翻边111和车后第二道下翻边121上;
42.所述主焊接面上翻边132两侧分别通过两个自焊焊点14固定在车前第二道上翻边112和车后第二道上翻边12上;
43.所述车前第一道翻边11上设置有前安装孔15,车后第一道翻边12上设置有后安装孔16;
44.所述主焊接面13上设置有定位孔17和辅助定位孔18。
45.本实施方式中,所述主焊接面13与相邻翻边的角度为90
°
。
46.本实施方式中,所述前安装孔15和后安装孔16的孔圆心到主焊接面13距离相同。
47.本实施方式中,所述定位孔17包括定位孔圆心171;
48.所述辅助定位孔18包括辅助定位孔圆心181;
49.所述定位孔圆心171和辅助定位孔圆心181与主焊接面13的几何中心成中心对称关系。
50.本实施方式中,所述仪表板横梁安装支架和焊接螺母2通过凸焊连接,焊接位置为前安装孔15和后安装孔16。
51.本实施方式中,所述定位孔圆心171和辅助定位孔圆心181均与a柱内板3的第一圆孔32和第一长圆孔31孔心对齐。
52.本实施方式中,所述仪表板横梁安装支架沿y轴旋转180
°
,使定位孔圆心171和辅助定位孔圆心181均与a柱内板的第二圆孔34和第二长圆孔33孔心对齐。
53.本实施方式中,所述仪表板横梁支架板料通过焊点4与a柱内板3固定连接。
54.本实施方式中,所述焊点4为5个,所述焊点4为5个,4个焊点4以1个焊点4为中心进行对称分布。
55.本实施方式基于本实用新型所述的一种仪表板横梁安装支架,结合具体对象提供一种实际的实施方式:
56.如图1所示,仪表板横梁安装支架1由车前第一道翻边11、车前第二道下翻边111、车前第道上翻边112、车后第一道翻边12、车后第二道下翻边121、车后第二道上翻边122、主焊接面13、主焊接面下翻边131和主焊接面上翻边132构成。主焊接面13与y轴垂直,相邻翻边角度为90
°
。车前第二道下翻边111、车后第二道下翻边121均通过2个自焊焊点14与主焊接面下翻边131进行连接。车前第二道上翻边112、车后第二道上翻边122均通过2个自焊焊点14与主焊接面上翻边132进行连接,支架自焊焊点共计8个。车前第一道翻边11上有1个前安装孔15,车后第一道翻边12上有1个后安装孔16,用于焊接安装仪表板横梁的螺母。前、后安装孔圆心与主焊接面13的距离相同,前安装孔15轴心到主焊接面上翻边132的距离与后安装孔16轴心到主焊接面下翻边131的距离相等,即l1=l2。主焊接面13上有1个定位孔17和1个辅助定位孔18,定位孔圆心171和辅助定位孔圆心181关于主焊接面13几何中心成中心对称关系。
57.将仪表板横梁支架板料1展开,不考虑定位孔17和辅助定位孔18,板料以主焊接面13几何中心为中心旋转180
°
,旋转前、后完全重合。如图2和图3所示,仪表板横梁安装支架1和焊接螺母2通过凸焊进行连接,焊接位置为前安装孔15和后安装孔16,共计2处,形成支架总成。
58.如图4和图5所示,仪表板横梁安装支架1的定位孔17和辅助定位孔18孔心分别和a柱内板3的第一圆孔32和第一长圆孔31孔心对齐,5个焊点4实现支架总成和a柱内板3分总成的连接,此时,车前第一道翻边11是安装面,前安装孔15位置的焊接螺母2是安装点;将仪表板横梁安装支架1沿y轴旋转180
°
,使定位孔17和辅助定位18孔孔心分别和a柱内板3的第二圆孔34和第二长圆孔33孔心对齐,5个焊点4实现支架总成和a柱内板3分总成的连接,此时,车后第一道翻边12是安装面,后安装孔16位置的焊接螺母2是安装点。2个支架与a柱内板3通过一套工装夹具进行焊接,保证2个安装点的相对位置精度满足安装要求。
59.由于仪表板横梁安装支架1结构的对称性及焊点4分布的对称性,且仪表板横梁安装点左右对称,支架可实现上、下、左、右共计4处的通用。当仪表板横梁安装点相对位置相同或类似时,支架可实现不同车型的通用。
60.以上对本实用新型所提出的一种仪表板横梁安装支架进行了详细介绍,本文中应用了具体个例对本实用新型的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本实用新型的方法及其核心思想;同时,对于本领域的一般技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本实用新型的限制。
完整全部详细技术资料下载
当前第1页 1 2
相关技术
- 一种可进行移动的建筑施工用板...
- 一种茭白田用高地隙底盘的制作...
- 一种轮足机器人的制作方法
- 一种封闭式客运三轮摩托车顶棚...
- 可折叠滑板车的制作方法
- 一种HDPE给水管输送架的制...
- 一种用于园林绿化的花盆搬运车...
- 一种光伏电站施工用光伏板转运...
- 一种螺钉转运装置的制作方法
- 一种液晶显示模组转运限位装置...
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1